Выберите язык
")
")
Холодно-пильгерные станы для прокатки листа (ХПЛ)
Станы холодной прокатки листов ХПЛ предназначены для производства тонкостенного листа методом периодической пилигримовой прокатки.
.jpg)
.jpg)
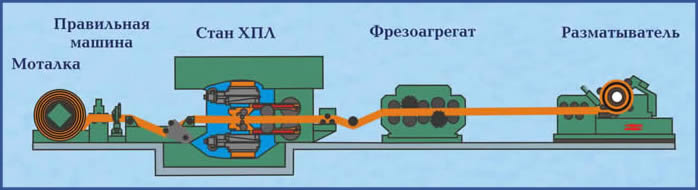
Станы эффективно совмещаются с установками непрерывного литья и фрезерования в единый непрерывный литейно-прокатный агрегат.
Мини-завод по производству листа
Завод предназначен для производства листа из скрапа меди или сплавов на ее основе.
Производство осуществляется на базе использования оборудования для непрерывного литья заготовки и стана холодной прокатки листа.
Состав основного оборудования:
- индукционная печь;
- миксер;
- установка непрерывного литья;
- линия подготовки заготовки;
- стан холодной прокатки листа;
- оборудование для свертывания в рулон;
- линии вторичной обработки листа (холодная прокатка листа толщиной менее 2 мм., линия трубосварки и др.)
Высокоэффективная технология, созданная специалистами "Институт Цветметобработка", обеспечивает безотходное производство листа и ленты в объеме 5000-10000 тонн в год с минимальными капитальными и текущими затратами.
Совмещение непрерывного литья с холодной прокаткой обеспечивает наивысшее качество при минимальных затратах.
"Институт Цветметобработка" обеспечивает комплектную поставку оборудования и технологии, а также выполняет сервисное обслуживание в процессе монтажа и эксплуатации оборудования.
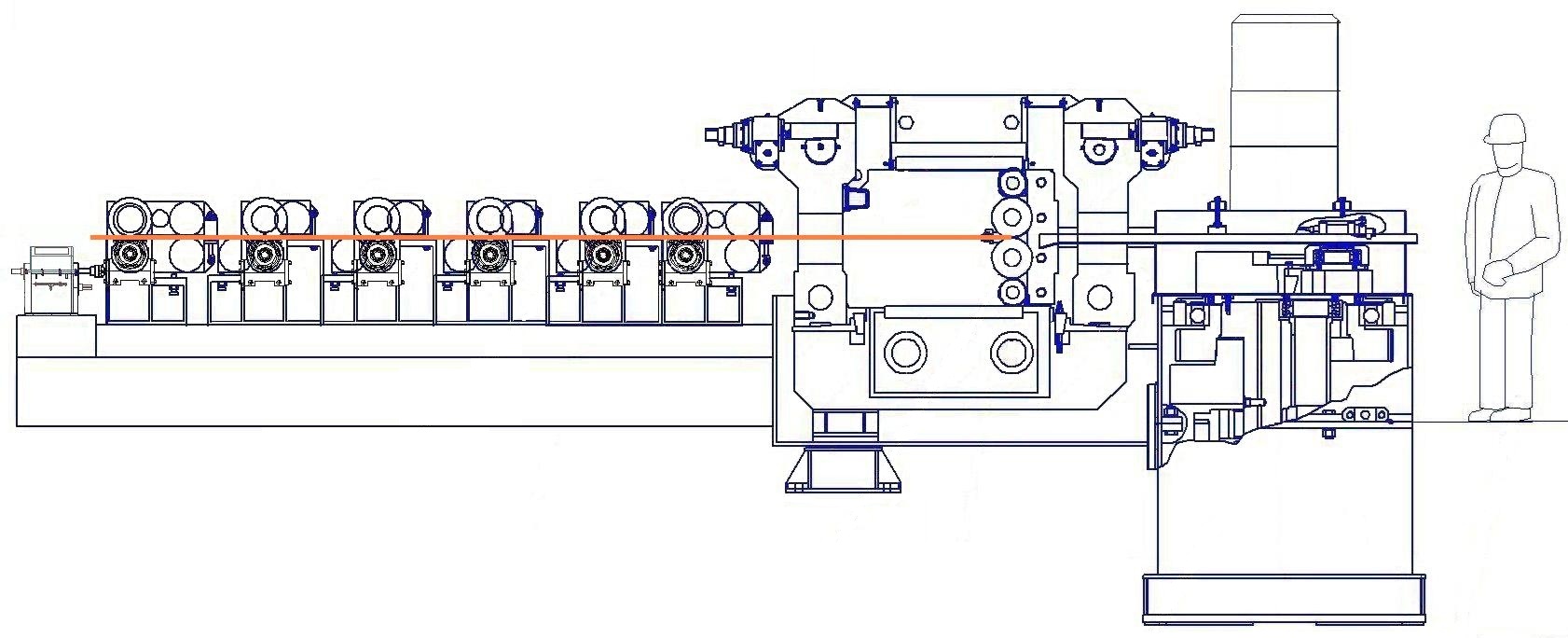
Холодно-пильгерные станы для прокатки листа и плоского профиля
Станы предназначены для холодной периодической (пильгерной) прокатки плоских и профильных листов (полос).
Прокатка осуществляется возвратно-поступательно движущимися валками с цилиндрическими или профильными рабочими по-верхностями. Предусмотрена прокатка по двум схемам:
- прокатка двумя валками, движущимися возвратно-поступательно;
- прокатка на плите одним валком, движущимся возвратно-поступательно.
Подача и правка заготовки осуществляется правильными и подающими роликами. Импульсный привод роликов осуществляется планетарно-кривошипным преобразователем. Настройка рабочей клети производится с помощью трех нажимных механизмов с пульта управления станом.
Техническая характеристика стана холодно-пильгерной прокатки листа и плоского профиля
Стандартные типоразмеры
| Типоразмер стана | Параметры заготовки | Обжатие, % | Габариты стана, м | |||||||
| ширина, мм | толщина, мм | масса рулона, т | толщина полосы, мм | максимальная скорость подачи заготовки, м/мин | Для пластичных материалов | Для труднодеформ. материалов | Ширина | Длина | Диаметр валка, мм | |
| ХПЛ 250 | 250 | 8-20 | 2.5 | 1-4 | 1.5 | 70-90 | 30-70 | 8 | 25 | 60-130 |
| ХПЛ 400 | 400 | 10-20 | 3 | 1.5-5 | 2 | 8 | 25 | 60-130 | ||
| ХПЛ 650 | 600 | 12-20 | 5 | 2.5-8 | 2 | 10 | 25 | 60-130 | ||
Принципиальное отличие этого способа от традиционных способов производства листа заключается в том, что деформация исходной заготовки осуществляется валками, установленными в подвижной кассете, которая получает возвратно-поступательное движение от привода перемещения. Обжатие листа при движении кассеты осуществляется за счёт сближения валков, опирающихся на профилированные опорные рельсы.
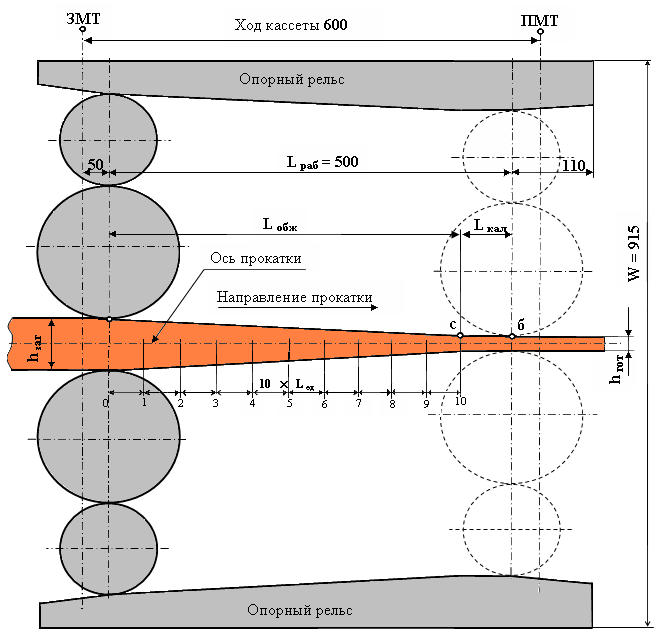
В крайнем переднем и заднем положениях валковой кассеты производится подача исходной заготовки вперёд по ходу прокатки на величину подачи. Так как при обратном ходе обжатия стенки не происходит, то половина суммарной за двойной ход (вперёд и назад) величины подачи, поданной в заднем положении кассеты, складывается со второй половиной, поданной в переднем положении. Снижение разовой подачи в два раза позволяет значительно снизить динамические нагрузки в механизме подачи, что обеспечивает более стабильную и надёжную работу механизма.