Выберите язык
")
")
Станы холодной прокатки ребристых труб ХПРТ

Ребристые трубы применяются в теплообменных аппаратах различного назначения в технологических процессах нефтеперерабатывающей, нефтехимической, газовой и других отраслях промышленности. Ребристые трубы производятся на станах поперечно-винтовой прокатки модели ХПРТ. Станы ХПРТ классифицируются по размеру несущей трубы для прокатки ребристых труб ХПРТ 12-25, ХПРТ 22(25)-40. Стан поперечно-винтовой прокатки ребристых труб предназначен для прокатки в холодном состоянии ребристых моно- и би-металлических труб со сплошным винтовым оребрением, используемых в теплообменниках. Исходной заготовкой для прокатки является моно- или би-металлическая труба. Биметаллическая заготовка состоит из несущей трубы (сталь) и трубы оребрения (алюминий), надетой на несущую трубу и зафиксированной на ней одним концом, который задается в валки. Биметаллическая труба собирается вне оборудования стана на специальном участке, не входящем в комплект поставки.

Состав оборудования стана определяется принятым технологическим процессом прокатки, способом подачи заготовки в рабочую клеть и механизацией вспомогательных операций на стане. Прокатка биметаллической ребристой трубы осуществляется методом поперечно-винтовой прокатки в трехвалковой клети. Во время прокатки в зону деформации подается смазывающе-охлаждающая жидкость (СОЖ). Вспомогательные операции на входной стороне стана обеспечивают поштучную подачу заготовок на ось прокатки, раскручивания заготовки с одновременной задачей ее в валки рабочей клети. На выходной стороне стана вспомогательные операции осуществляют перемещение ребристой трубы после прокатки в приемный желоб и сброс ее на реечный транспортер. Операции транспортировки заготовок к входной стороне стана, поштучной их подачи в задающие ролики и уборки ребристых труб с реечного транспортера осуществляются дополнительными средствами.
В зависимости от условий эксплуатации применяют высоко-ребристые либо низко-ребристые трубы. У труб с высокими ребрами коэффициент оребрения (отношение наружной поверхности к внутренней) достигает 16, а с низкими ребрами - 2,5 - 4. Ребристые трубы изготавливают из алюминия, меди, мягких сталей и сплавов, а также биметаллическими: латунь-алюминий, медь-алюминий, сталь-алюминий и др.
Исходной заготовкой для прокатки ребристых труб служат гладкие трубы. Биметаллические ребристые трубы прокатывают из собранных с небольшим зазором гладких труб, плотное соединение которых получается в процессе прокатки. Трубы с высокими ребрами изготавливают мерной (5-6м) и неограниченной длины (из бухты); с низкими ребрами - мерной длины с гладкими неоребренными концами для соединения их с трубными досками.
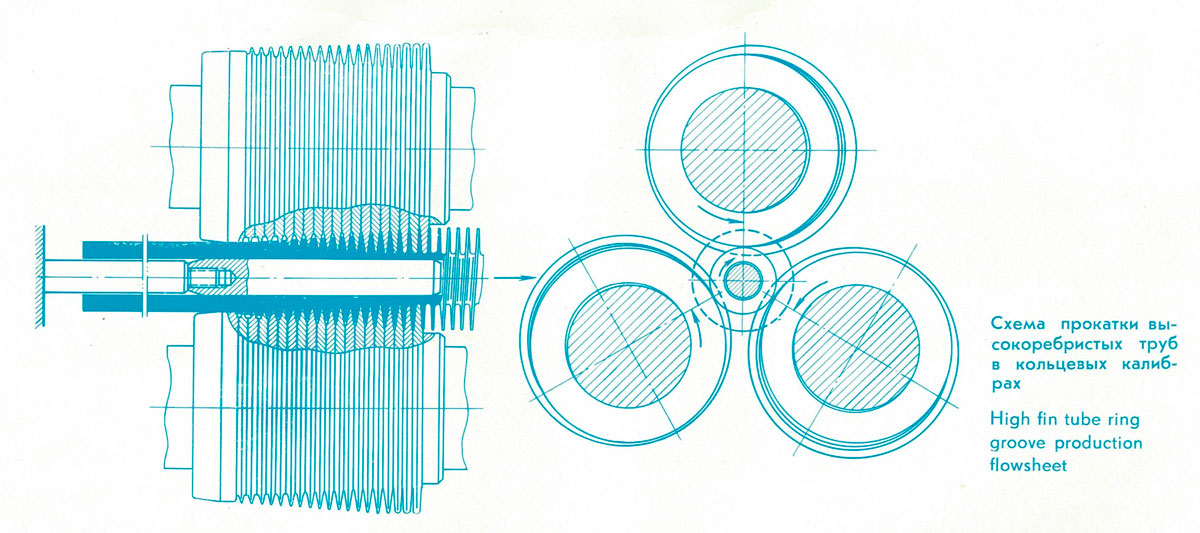
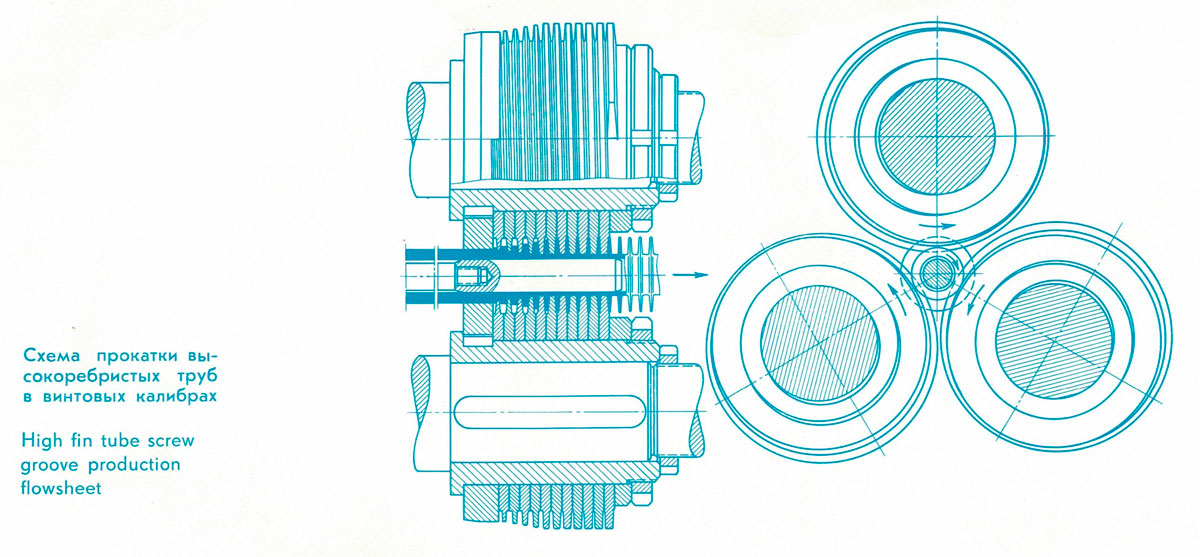
Ребристые трубы производят на трехвалковых станах поперечно-винтовой прокатки. Ребристая труба формируется на оправке тремя приводными валками, оси которых наклонены к оси прокатки. Валки захватывают заготовку и сообщают ей вращение и осевое перемещение, в результате чего постепенно образуются ребра заданного профиля и труба снимается с оправки. За один проход получается окончательный профиль трубы.
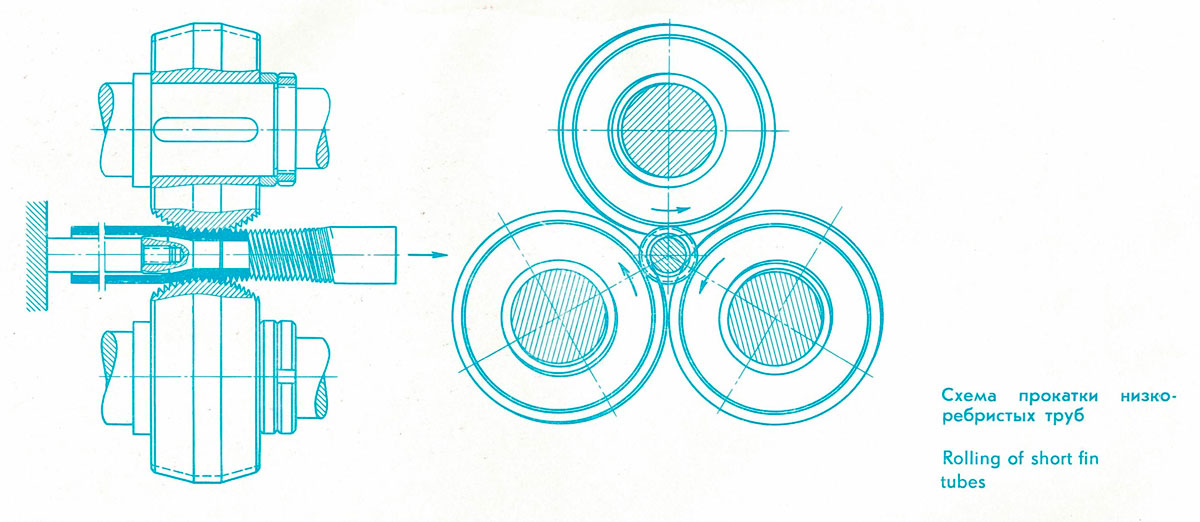
Применяют валки двух типов: с кольцевыми и винтовыми калибрами. Первые используют для получения высоко-ребристых труб с однозаходными и многозаходными ребрами при шаге ребер 1,5-6мм, вторые - для производства высоко-реберных труб с кольцевыми и винтовыми ребрами при шаге более 6мм. Валки для низкоребристых труб - обычно цельной конструкции. На поверхности их выполнена винтовая или кольцевая нарезка с профилем, обратным профилю изделия.