Выберите язык
")
")
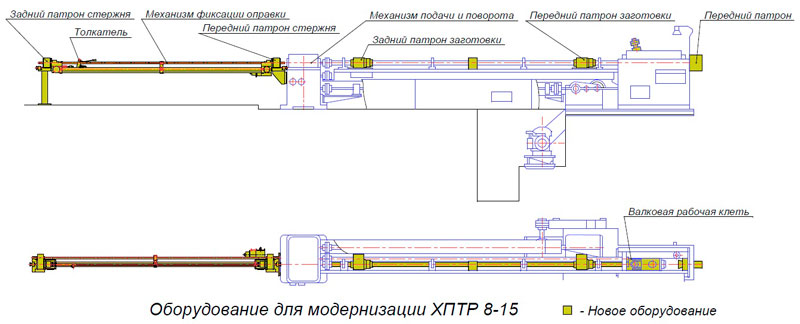
Оборудование для модернизации станов холодной прокатки труб роликами (ХПТР)
.jpg) «Институт Цветметобработка» предлагает модернизацию станов холодной прокатки труб роликами ХПТР 8-15, ХПТР 15-30, ХПТР 30-60 и ХПТР 60-120 конструкции ВНИИМЕТМАШ и АЗТМ с целью расширения технологических возможностей действующего оборудования, увеличения объемов производства, повышения качества прокатываемых труб, уменьшения расходов на ремонт и обслуживание станов.
«Институт Цветметобработка» предлагает модернизацию станов холодной прокатки труб роликами ХПТР 8-15, ХПТР 15-30, ХПТР 30-60 и ХПТР 60-120 конструкции ВНИИМЕТМАШ и АЗТМ с целью расширения технологических возможностей действующего оборудования, увеличения объемов производства, повышения качества прокатываемых труб, уменьшения расходов на ремонт и обслуживание станов.
Состав оборудования для модернизации:
1. Рабочая клеть в сборе.
2. Детали к механизму подачи и поворота, в том числе:
-эпициклический планетарный преобразователь;
-шестерни и валы для подключения преобразователя к ведомым звеньям механизма.
3. Передний патрон (по согласованию).
4. Патрон стержня (по согласованию).
5. Прочие узлы (по согласованию)
Особенности конструкции
.jpg) Рабочая клеть выполнена с подвижной силовой станиной с опорными рельсами и подвижной валковой кассетой с кольцевыми калибрами, перемещаемой по направляющим силовой станины от общего привода через рычажную систему.
Рабочая клеть выполнена с подвижной силовой станиной с опорными рельсами и подвижной валковой кассетой с кольцевыми калибрами, перемещаемой по направляющим силовой станины от общего привода через рычажную систему.
Сборка и разборка валка для замены калибра производится вне линии стана, на стенде. Подвижная станина в сборе с валковой кассетой устанавливается в существующие направляющие стационарной станины.
После модернизации валковая и роликовые клети остаются взаимозаменяемыми.
.jpg) Механизм подачи и поворота модернизируется путем замены мальтийского креста на эпициклический планетарный преобразователь, либо полностью заменяется электрическим оборудованием. Новое оборудование устанавливается в существующий корпус механизма. Передаточное число в приводе непрерывного вращения выбирается таким образом, чтобы за один двойной ход рабочей клети выполнялось два импульса подачи и поворота.
Механизм подачи и поворота модернизируется путем замены мальтийского креста на эпициклический планетарный преобразователь, либо полностью заменяется электрическим оборудованием. Новое оборудование устанавливается в существующий корпус механизма. Передаточное число в приводе непрерывного вращения выбирается таким образом, чтобы за один двойной ход рабочей клети выполнялось два импульса подачи и поворота.
Передний патрон предназначен для центрирования готовой трубы на оси прокатки и ее поворота в крайних положениях клети. Патрон имеет привод от механизма подачи и поворота через дополнительно устанавливаемый трансмиссионный вал. Патрон стержня имеет шпиндель с кулачковым зажимом для фиксации стержня. Привод сведения кулачков – от пневмоцилиндра, привод вращения – от существующей трансмиссии.
Патрон стержня имеет ручной привод перемещения в осевом направлении для точной настройки положения оправки в очаге деформации.
Оборудование устанавливается в стан взамен рабочей клети и валов механизма подачи и поворота без изменения конструкции остальных механизмов стана. Состав оборудования для модернизации станов ХПТР может быть изменен по желанию заказчика.
Предлагаемая модернизация существующих станов ХПТР обеспечивает:
- - расширение сортамента прокатываемых труб
- - существенное (в 2 – 4 раза) повышение производительности за счет сокращения числа проходов
- - высокое качество готовых труб
Для обеспечения стабильности качества прокатываемых труб и сокращения затрат времени на выполнение вспомогательных операций целесообразно снабдить станы ХПТР двумя патронами заготовки и двумя патронами стержня, с тем чтобы обеспечить загрузку очередной заготовки на линию прокатки без остановки стана. В этом случае в состав оборудования помимо патронов необходимо включить:
- - ходовой винт с правой и левой нарезкой для перемещения патронов заготовки;
- - механизм реверса в механизм подачи и поворота;
- - жёлоб и толкатель с направляющими и приводом между патронами стержня;
- - электрооборудование для управления дополнительными механизмами.
Применение дополнительной автоматизации позволяет стабилизировать качество прокатываемых труб за счёт работы без остановок и минимум на 30% повысить производительность стана.
Техническая характеристика станов ХПТР после модернизации
| ХПТР 8-15 | ХПТР 15-30 | ХПТР 30-60 | ХПТР 60-120 (3-х валк.) | |
| Диаметр заготовки, мм | 12-20 | 20-35 | 34-70 | 70-130 |
| Толщина стенки заготовки, мм | 0,5-2 (+/- 6%) | 0,5-4 (+/- 6%) | 1-4 (+/- 6%) | 2,5-10 (+/- 6%) |
| Диаметр готовой трубы, мм | 6-15 | 10-30 | 30-60 | 60-120 |
| Толщина стенки готовой трубы, мм | 0,3-1.8 (+/- 3%) | 0,3-3 (+/- 3%) | 0,3-3 (+/- 3%) | 1-6 (+/- 3%) |
| Диаметр калибра, мм | 100 | 120 | 150 | 320 (идеальный) |
| Тип калибра | Кольцевой | |||
| Длина хода станины, мм | 450-480 | 450 | 607 | 850-980 |
| Длина хода кассеты, мм | 220 | 205-220 | 260-295 | 600 |
| Производительность, м/час | 20-60 | 20-80 | 20-80 | 20-80 |