Select your language
")
")
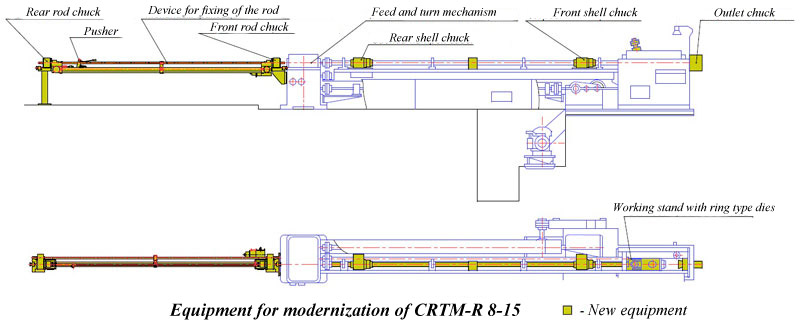
Equipment for modernization of roller-type cold rolling tube mills (CRTM-R)
.jpg) “Institute Tsvetmetobrabotka” proposes to carry out modernization of roller type cold rolling tube mills CRTM-R (HPTR) 8-15, 15-30, 30-80, 60-120 of VNIIMETMASH and AZTM companies in order to extent technological possibilities of existing equipment, to increase the quality of rolled tubes, to decrease cost of mill equipment repair and maintenance.
“Institute Tsvetmetobrabotka” proposes to carry out modernization of roller type cold rolling tube mills CRTM-R (HPTR) 8-15, 15-30, 30-80, 60-120 of VNIIMETMASH and AZTM companies in order to extent technological possibilities of existing equipment, to increase the quality of rolled tubes, to decrease cost of mill equipment repair and maintenance.
Equipment composition for modernization:
1. Assembled working stand.
2. Parts for feed and turn mechanism, including:
-epicyclic planetary converter;
-gears and shafts for connection of converter to the driven mechanism sections.
3. Outlet chuck (as an option).
4. Mandrel rod chuck (as an option).
5. Other units (as an option).
Design features
.jpg) Working stand is made with movable forced housing, with support rails and movable roll cassette with ring type dies displaced on forced housing guides from common drive, via lever system.
Working stand is made with movable forced housing, with support rails and movable roll cassette with ring type dies displaced on forced housing guides from common drive, via lever system.
Assembling and disassembling of the roll for changing of die is performed outside the mill line on the assembly stand. Movable housing in assembly with roll cassette is installed in existing guides of stationary stand.
After modernization, roll and roller stands remain interchangeable.
.jpg) Feed and turn mechanism is modernized with changing of Geneva mechanism by epileptic planetary converter or is changed completely by electrical equipment. New equipment is installed in to existing frame of mechanism. Transmission ratio in the drive of continuous rotation such a way in order that two impulses of feed and turn are carried out for the one double stroke of working stand.
Feed and turn mechanism is modernized with changing of Geneva mechanism by epileptic planetary converter or is changed completely by electrical equipment. New equipment is installed in to existing frame of mechanism. Transmission ratio in the drive of continuous rotation such a way in order that two impulses of feed and turn are carried out for the one double stroke of working stand.
Inlet chuck is intended for centering of finished tube on the rolling axis and for its turning in extreme positions of the stand. The chuck is provided with drive from feed and turn mechanism via additionally installed transmission shaft. Mandrel rod chuck has a spindle with jaw type clamp for the rod fixation. Drive of jaws transferring is from hydraulic cylinder, drive of rotation is from existing transmission.
Mandrel rod chuck has a manual drive in axial direction for precise adjustment of mandrel position in the deformation area.
Equipment is installed in to the mill instead of working stand and rolls of feed and turn mechanism without changing of design of other mill mechanisms. Equipment composition for modernization of CRTM-R mills can be changed accordingly to Customer requirements.
Proposed modernization of existing CRTM-R provides the following:
- - extension of rolling tubes assortment
- - essential increasing (by 2-4 times) of production capacity at the expense of number stroke decreasing
- - high quality of finished tubes
For providing of stable rolled tubes quality and decreasing of time outlet for carry out of auxiliary operations it is reasonable to provide CRTM-R mills with two shell chucks and two mandrel rod chucks for that to provide loading of the next shell on rolling line without mill stoppage. In this in equipment composition instead of chucks it is necessary to include the following:
- - running shaft with right and left thread for replacement of shell chucks;
- - reverse mechanism in feed and turn mechanism;
- - trough and pusher with guides and drive between rod chucks;
- - electrical equipment for control by additional mechanisms.
Use additional automatization provides to stabilize the quality of rolled tubes at the expense of mill operation without stoppage and to increase the mill capacity by 30% as a minimum.
Technical characteristics of CRTM-R mills after modernization
| CRTM-R 8-15 | CRTM-R 15-30 | CRTM-R 30-60 | CRTM-R 60-120 (3 rolls) | |
| Shell diameter, mm | 12-20 | 20-35 | 34-70 | 70-130 |
| Shell wall thickness, mm | 0,5-2 (+/- 6%) | 0,5-4 (+/- 6%) | 1-4 (+/- 6%) | 2,5-10 (+/- 6%) |
| Finished tube diameter, mm | 6-15 | 10-30 | 30-60 | 60-120 |
| Finished tube WT, mm | 0,3-1.8 (+/- 3%) | 0,3-3 (+/- 3%) | 0,3-3 (+/- 3%) | 1-6 (+/- 3%) |
| Diameter of die, mm | 100 | 120 | 150 | 320 (ref.) |
| Die type | Ring type | |||
| Stand stroke length, mm | 450-480 | 450 | 607 | 850-980 |
| Cassette stroke length, mm | 220 | 205-220 | 260-295 | 600 |
| Capacity, m/h | 20-60 | 20-80 | 20-80 | 20-80 |